Durante a operação de puncionamento, a aresta de corte da ferramenta se desgasta à medida que o número de batidas aumenta, afetando o produto das várias maneiras a seguir.
A rebarba da superfície de corte (lado reverso) torna-se cada vez maior.
A rugosidade da superfície de rebarba fica maior.
O produto como um todo vai empenando.
H = Altura da rebarba
Quando afiar as ferramentas?
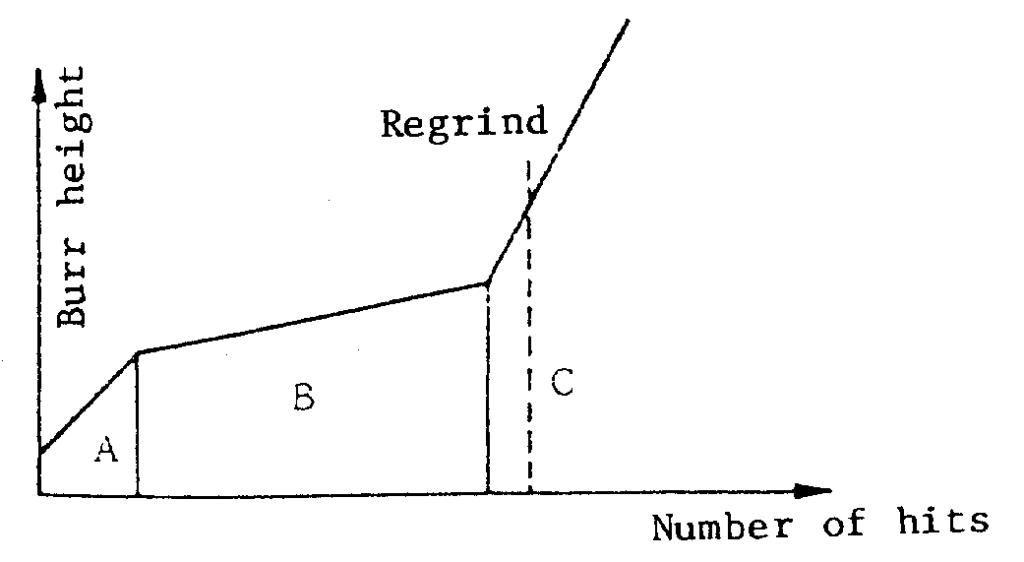
A necessidade de reafiação de uma ferramenta é geralmente determinada pela altura da rebarba no produto acabado. Quando a rebarba excede a altura permitida, a ferramenta deve ser retificada ou substituída. As arestas de corte cada vez mais lixadas causam rebarbas cada vez mais altas e, à medida que a ferramenta é usada, a abrasão fica cada vez pior, mas permanece dentro dos limites aceitáveis. No entanto, após atingir um certo nível de abrasão, a taxa de abrasão aumenta dramaticamente e excede os limites aceitáveis. Isso, por sua vez, causa um aumento abrupto na rebarba. A abrasão que atingiu este nível indica que o tempo de afiação está próximo.
É muito importante que a afiação não seja atrasada, pois isso pode levar a uma redução na vida útil da ferramenta como um todo. Isso ocorre porque um atraso exigirá a remoção de uma quantidade excessiva de material do punção durante a afiação.
A: Período inicial de abrasão
B: Período normal de abrasão
C: Período anormal de abrasão
* IMPORTANTE: Monitorar o aumento da rebarba para definir o “timing” correto para afiação da ferramenta
Vida útil da ferramenta
A vida útil dos punções e matrizes varia muito, dependendo do material que está sendo puncionado, da espessura do material e do método de punção, da folga e do tipo de material do qual as ferramentas são feitas. Embora seja muito difícil afirmar qual seria a vida útil de uma ferramenta, como referência um punção que está puncionando SPCC (chapas de aço laminadas a frio) teria que ser retificado após 100.000 batidas (1,0 mm), 60.000 batidas (2,3 mm) e 50.000 batidas (3,2 mm) respectivamente.
Conclusão
A afiação das ferramentas é muito importante para evitar problemas de qualidade: aumento excessivo de rebarba e empenamento da chapa, que podem resultar em outros problemas mais graves. Além disso a afiação no tempo correto vai garantir uma vida útil maior de suas ferramentas.
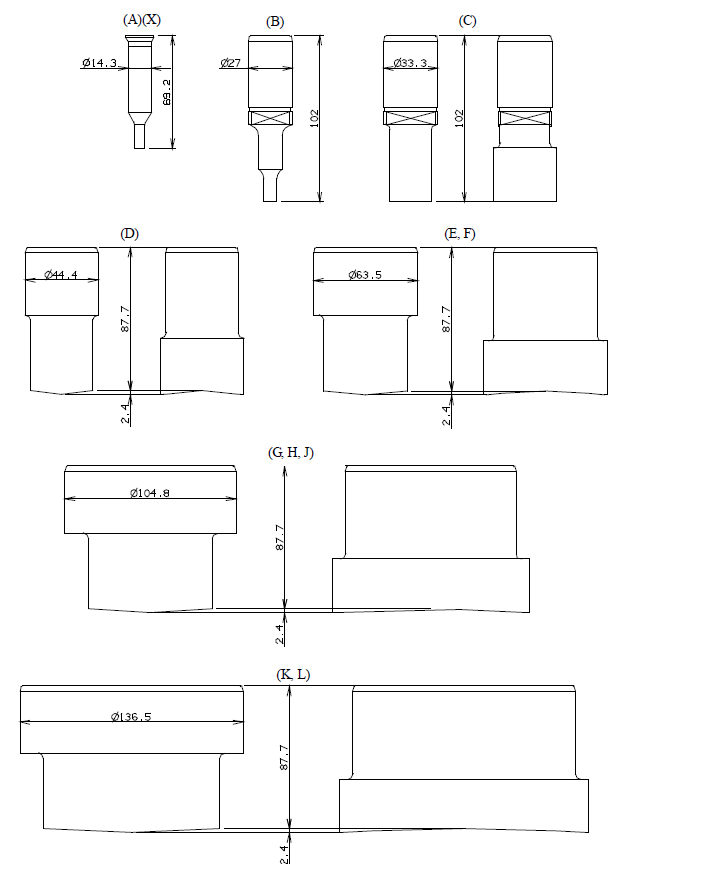
Um detalhe muito importante, mas que muitas vezes é ignorado, é a colocação de calços no punção e na matriz após a afiação das mesmas para que a ferramenta trabalhe na altura correta, evitando problemas de retorno de cavaco, enrosco de chapa e outros danos mais sérios.
Segue altura correta de trabalho dos punções :
IMPORTANTE : Conforme a ferramenta é afiada é necessário verificar e colocar calços para ajustar a altura.
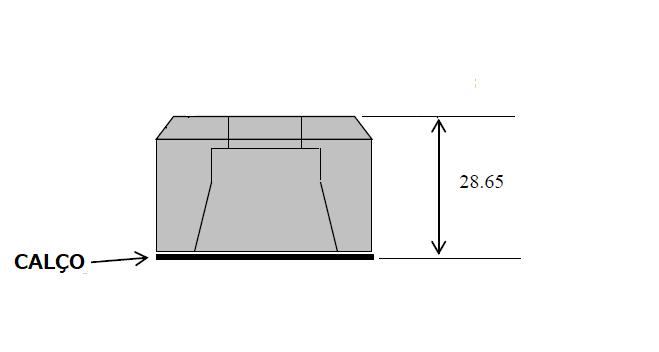
Altura da matriz
No caso das matrizes a altura é sempre 28.65mm independente da estação de trabalho. Da mesma forma é necessário colocar calços após as afiações para ajustar a altura.
Trabalhar com as ferramentas: punção e matriz na altura correta é muito importante para evitar problemas mais sérios na puncionadeira.
Recomendamos que o operador verifique a altura da ferramenta a cada troca e ajuste ela utilizando o calço adequado.
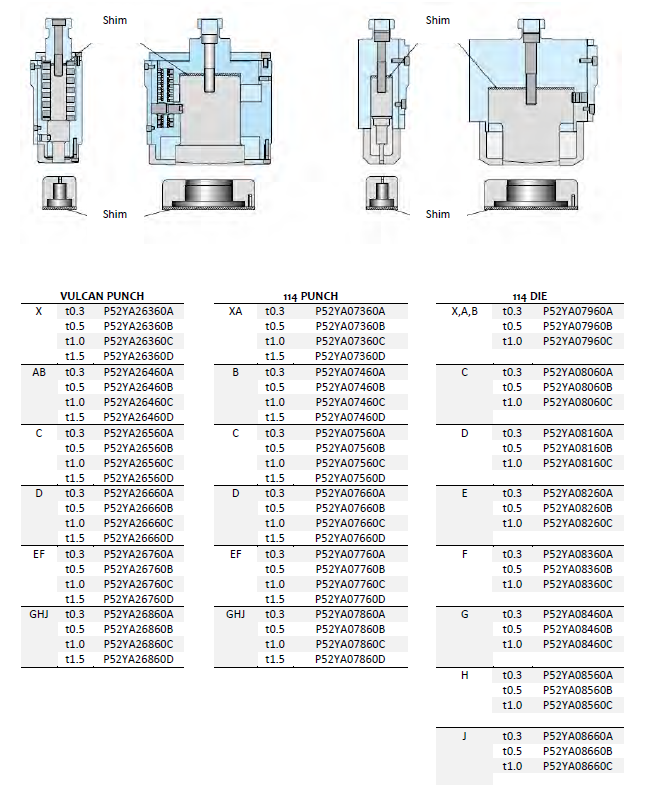
Tabela de calços disponíveis
IMPORTANTE : Os calços são fornecidos em diferentes espessuras e formatos de acordo com a estação de trabalho
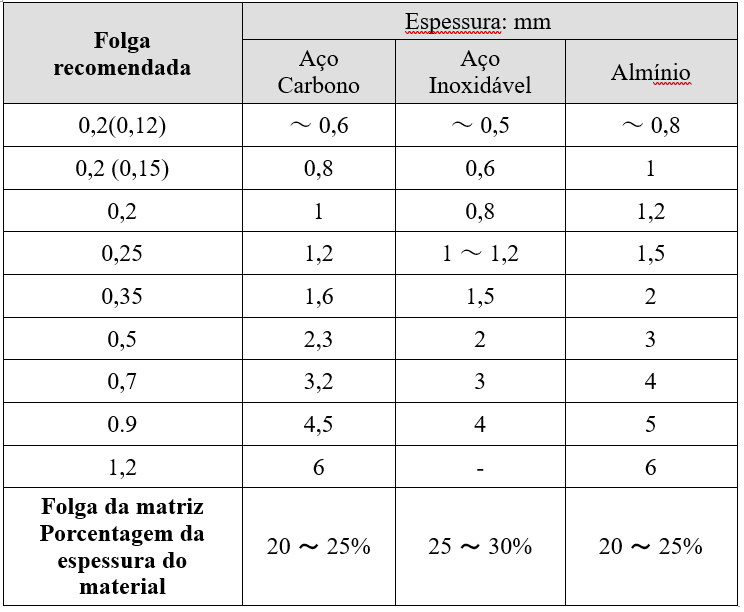
OBS: A tabela acima considera a folga adequada em condição de velocidade de punção rápida. Para operação em modo baixa velocidade(baixo ruído) aumente a folga em 2-5%.
Máquina Mecânica
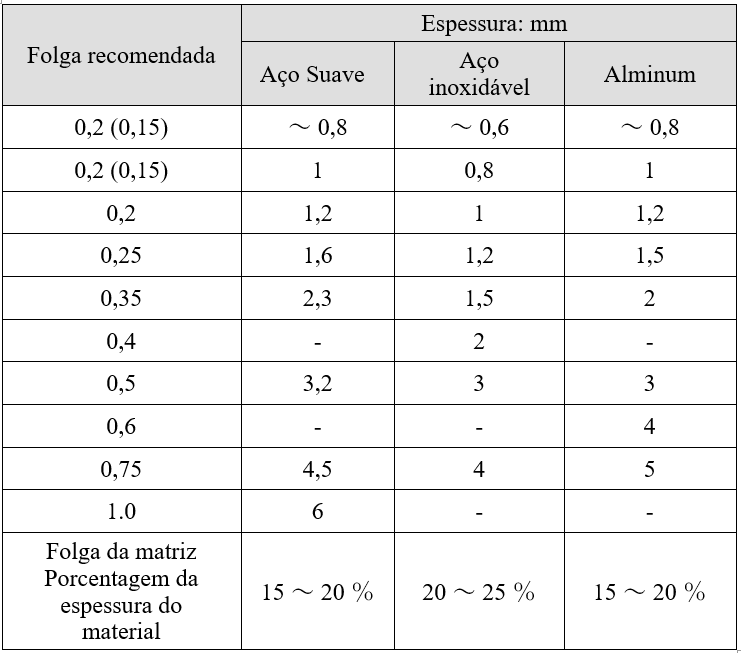
Folga Mínima Recomendada
OBS: A Folga Mínima requer cuidados.
Para espessuras menores que 0.5mm a rebarba será grande, pois a folga mínima será maior que a folga adequada.
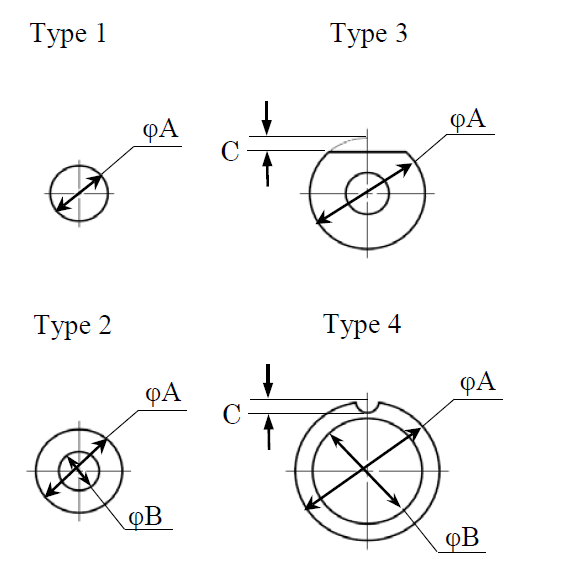
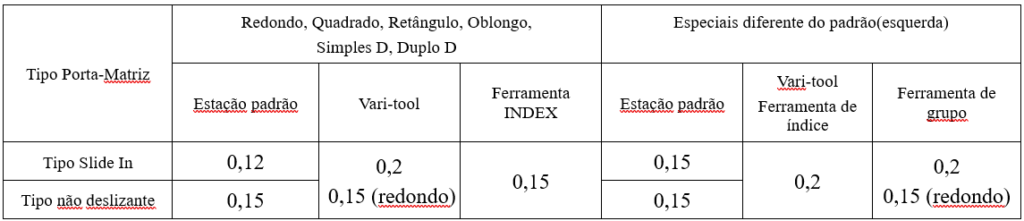
Atentar para o tipo de Porta Matriz instalada em sua puncionadeira: Slide In ou tipo Não Deslizante.
O espaço entre o punção e a matriz é chamado de “Folga”. (O termo “Folga” referido neste manual é a folga de ambos os lados) Conforme mostrado na figura, o uso de punções e matrizes requer que a função de folga seja considerada cuidadosamente. O tamanho da folga deve ser decidido, levando em consideração o tipo de material a ser puncionado e sua espessura. Fatores adicionais que também devem ser considerados com atenção são os efeitos da folga na força de punção, carga de trabalho de punção, força de separação, vida útil da aresta de corte do punção e a condição da superfície de corte do furo.
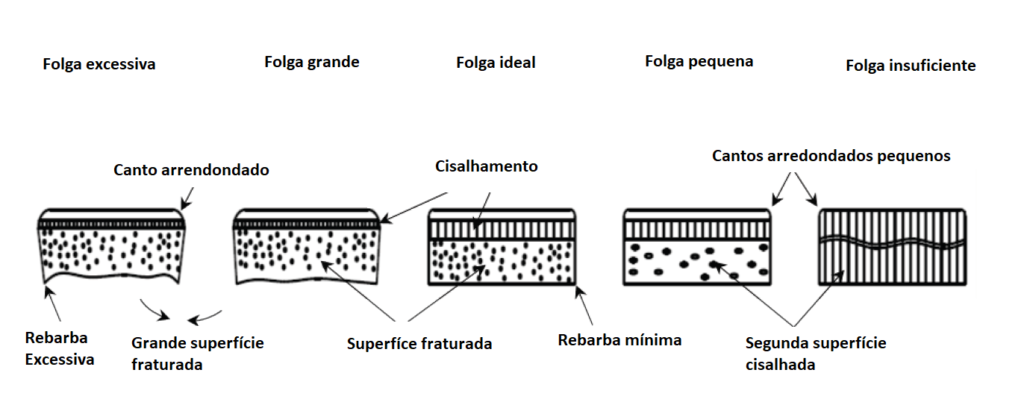
Folga e superfície de corte
A folga influencia a qualidade da superfície de corte. Geralmente, a análise do cavaco removido de uma chapa pode determinar a condição da folga selecionada. Veja as figuras abaixo:
Basicamente a condição ideal de corte tem 1/3 da superfície cisalhada e 2/3 fraturada.
Folga e seus efeitos
Segue abaixo os pontos que devem ser levados em conta e a importância da correta seleção da folga da matriz:
1) Vida útil da aresta de corte.
Folgas menores produzem uma força de cisalhamento maior que, por sua vez, aumenta a carga aplicada à aresta de corte. Isso resulta em redução da vida útil da aresta de corte.
2) Aparência da superfície de corte
Folgas maiores por sua vez pioram a aparência da superfície de corte, apresentam uma menor área cisalhada , aumento da rebarba e cantos mais arredondados.
3) Força de extração
A força de extração é a quantidade de força necessária para separar a chapa de trabalho do punção conforme o punção é extraído do furo perfurado. Quanto menor for a folga, maior será a pressão aplicada ao punção à medida que é extraído, exigindo assim uma grande quantidade de força de extração. Somado a problemas como extrator em más condições pode ocorrer problemas como falha de extração causando uma colisão.
4) Expulsão do cavaco
Folgas menores produzem superfície de cisalhamento maior e a força de ligação exercida pelo lado da matriz aumenta, portanto, folgas menores dificulta a expulsão do cavaco.
5) Folga entre máquina mecânicas e servo elétricas
Para uma máquina hidráulica ou servo elétrica, a velocidade do martelo pode ser mais lenta e a superfície cisalhada se torna maior em comparação com uma máquina mecânica. Ao puncionar no modo baixo ruído(silencioso) que é característico de máquina servo elétrica em particular, isso causará problemas como redução da vida útil da aresta de corte e falha de expulsão do cavaco; portanto recomenda-se definir as folgas um pouco maiores no caso da máquina hidráulica ou servo elétrica.
Conclusão
Selecione corretamente a folga de matriz e analise a superfície de corte do cavaco para ajusta-la se necessário. Consulte também o artigo Tabela de Folga de Matriz Puncionadeira Murata com os valores recomendados pelo fabricante.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duração
Descrição
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.