
Tecnologias Inovadoras
O espaço entre o punção e a matriz é chamado de “Folga”. (O termo “Folga” referido neste manual é a folga de ambos os lados) Conforme mostrado na figura, o uso de punções e matrizes requer que a função de folga seja considerada cuidadosamente. O tamanho da folga deve ser decidido, levando em consideração o tipo de material a ser puncionado e sua espessura. Fatores adicionais que também devem ser considerados com atenção são os efeitos da folga na força de punção, carga de trabalho de punção, força de separação, vida útil da aresta de corte do punção e a condição da superfície de corte do furo.
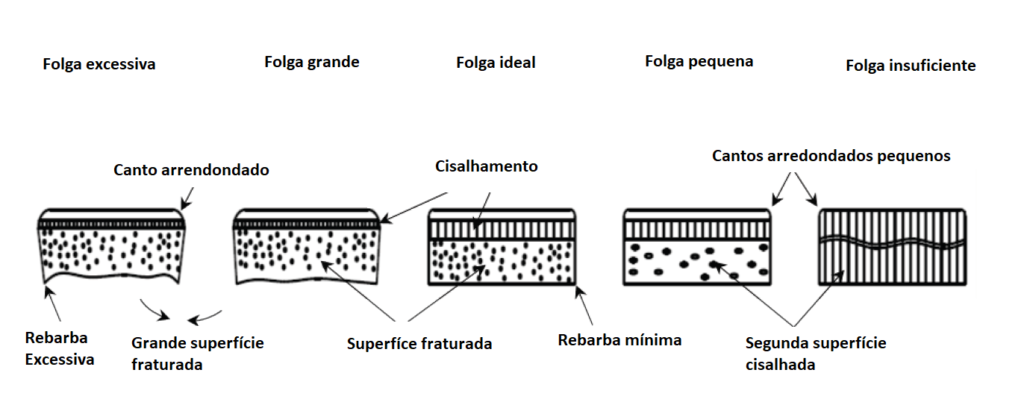
A folga influencia a qualidade da superfície de corte. Geralmente, a análise do cavaco removido de uma chapa pode determinar a condição da folga selecionada. Veja as figuras abaixo:
Basicamente a condição ideal de corte tem 1/3 da superfície cisalhada e 2/3 fraturada.
Segue abaixo os pontos que devem ser levados em conta e a importância da correta seleção da folga da matriz:
1) Vida útil da aresta de corte.
Folgas menores produzem uma força de cisalhamento maior que, por sua vez, aumenta a carga aplicada à aresta de corte. Isso resulta em redução da vida útil da aresta de corte.
2) Aparência da superfície de corte
Folgas maiores por sua vez pioram a aparência da superfície de corte, apresentam uma menor área cisalhada , aumento da rebarba e cantos mais arredondados.
3) Força de extração
A força de extração é a quantidade de força necessária para separar a chapa de trabalho do punção conforme o punção é extraído do furo perfurado. Quanto menor for a folga, maior será a pressão aplicada ao punção à medida que é extraído, exigindo assim uma grande quantidade de força de extração. Somado a problemas como extrator em más condições pode ocorrer problemas como falha de extração causando uma colisão.
4) Expulsão do cavaco
Folgas menores produzem superfície de cisalhamento maior e a força de ligação exercida pelo lado da matriz aumenta, portanto, folgas menores dificulta a expulsão do cavaco.
5) Folga entre máquina mecânicas e servo elétricas
Para uma máquina hidráulica ou servo elétrica, a velocidade do martelo pode ser mais lenta e a superfície cisalhada se torna maior em comparação com uma máquina mecânica. Ao puncionar no modo baixo ruído(silencioso) que é característico de máquina servo elétrica em particular, isso causará problemas como redução da vida útil da aresta de corte e falha de expulsão do cavaco; portanto recomenda-se definir as folgas um pouco maiores no caso da máquina hidráulica ou servo elétrica.
Selecione corretamente a folga de matriz e analise a superfície de corte do cavaco para ajusta-la se necessário. Consulte também o artigo Tabela de Folga de Matriz Puncionadeira Murata com os valores recomendados pelo fabricante.
| Cookie | Duração | Descrição |
|---|---|---|
| cookielawinfo-checkbox-analytics | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics". |
| cookielawinfo-checkbox-functional | 11 months | The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional". |
| cookielawinfo-checkbox-necessary | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary". |
| cookielawinfo-checkbox-others | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other. |
| cookielawinfo-checkbox-performance | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance". |
| viewed_cookie_policy | 11 months | The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data. |